Heijunka, also known as level-loading, production-leveling or production-smoothing, is a foundational element of the Toyota Production System. It facilitates system stability by addressing workload unevenness (mura) through the leveling of both volume and mix over time, see Figure 1. Heijunka also serves as a pacing mechanism for operations, often reflected in the use of heijunka, leveling, or schedule boxes, which are typically designed using pitch intervals, see separate pitch post. Successful heijunka reduces lead time, inventory, and worker physical and psychological stress that can accompany fluctuating workloads. Some prerequisites include quick changeovers, capable processes, standardized work (or at least defined work content), good visual management, and a solid understanding of customer demand – volume, mix, and variation, see separate demand segmentation graph post.
 Figure 1. Example of volume and mix leveling
Figure 1. Example of volume and mix leveling
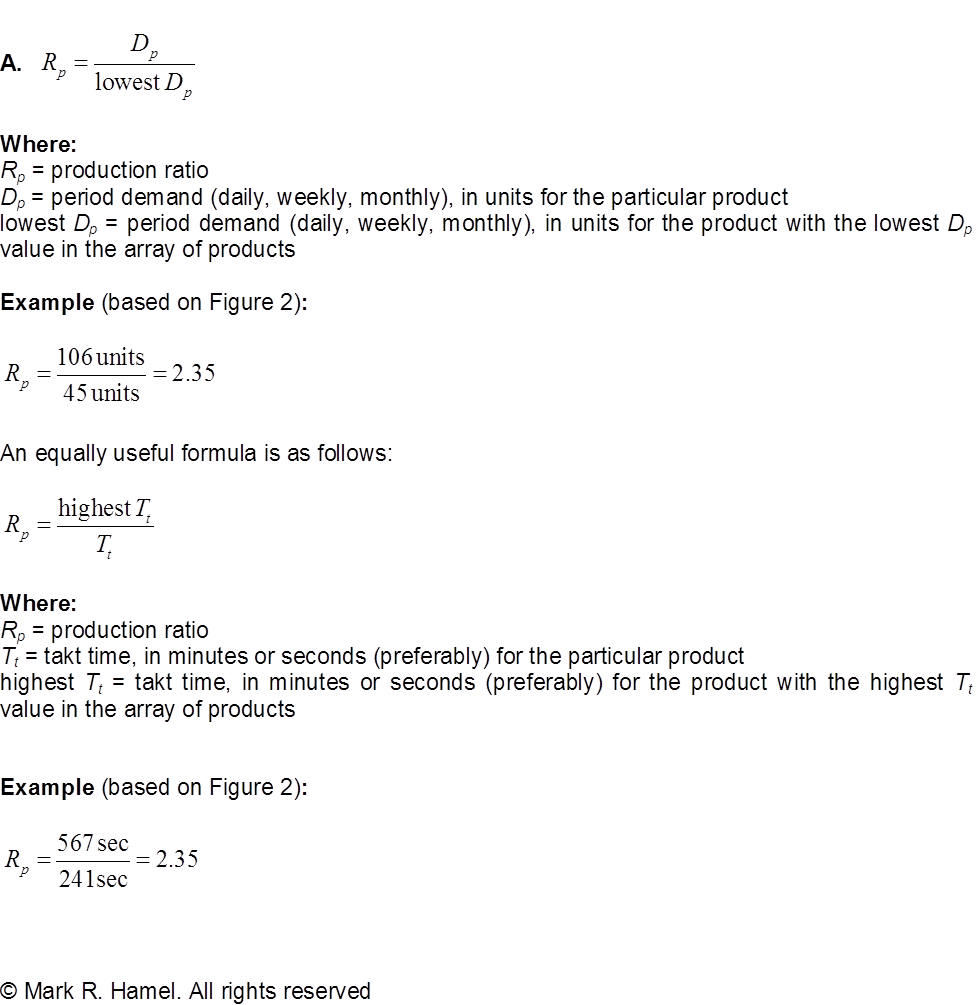
The heijunka cycle (Ch) represents a regular, repeatable production sequence to facilitate the leveling of mix. The lean practitioner can readily calculate it using a simple spreadsheet and one or more illustration iterations of the proposed cycle, followed by some real PDCA at the gemba. See Figures 2 and 3, as well as the related formulas. As with the concept of takt time, consider Ch more as a design parameter, than a precise and rigid blueprint for developing the heijunka system.
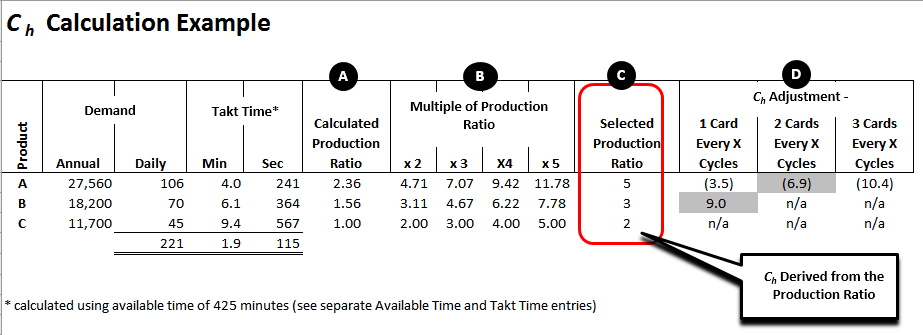 - Figure 2.Example heijunka cycle calculation
- Figure 2.Example heijunka cycle calculation
.
See the Resources>Templates menu options for a downloadable example Excel heijunka cycle calculation spreadsheet.
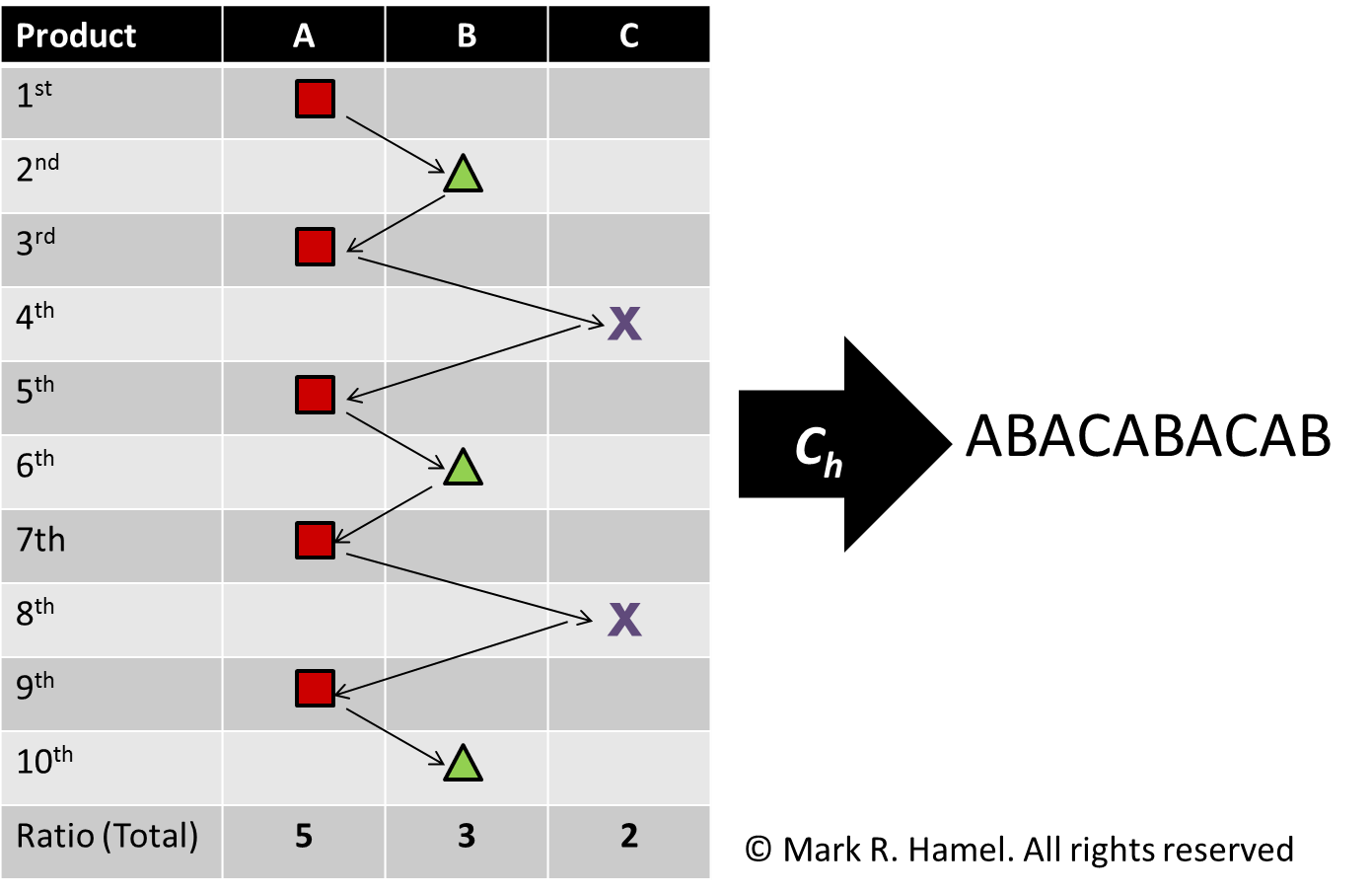 Figure 3. Heijunka cycle illustrated
Figure 3. Heijunka cycle illustrated
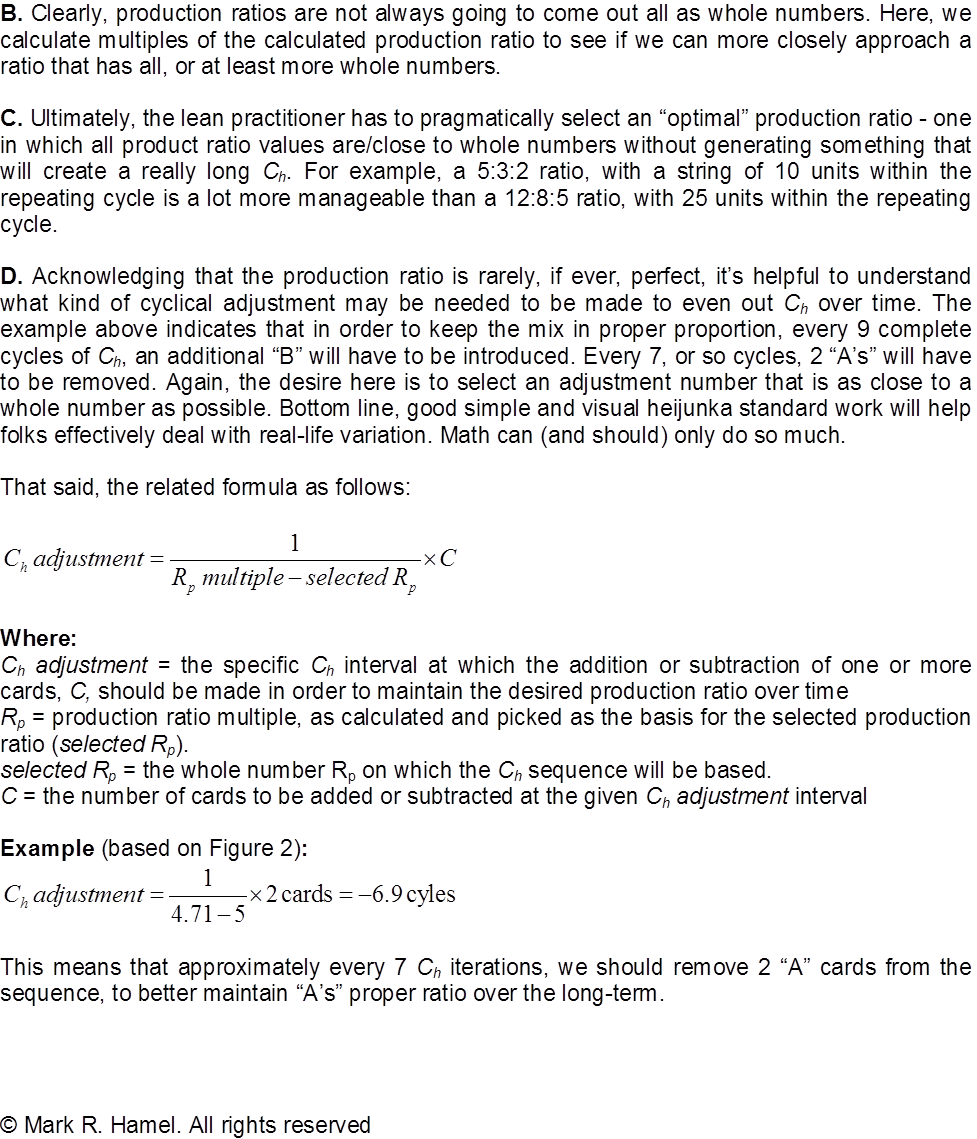 It bears repeating, don’t sweat the math if the ratios aren’t perfect whole numbers (that only happens in the examples provided by teachers and consultants). Pragmatically round when appropriate and remember that mix is often a dynamic thing. Good, simple and visual heijunka standard work will cover for real-life variation.
It bears repeating, don’t sweat the math if the ratios aren’t perfect whole numbers (that only happens in the examples provided by teachers and consultants). Pragmatically round when appropriate and remember that mix is often a dynamic thing. Good, simple and visual heijunka standard work will cover for real-life variation.