Inventory Record Accuracy
How you measure Inventory Accuracy depends on where you stand.
How you measure Inventory Accuracy depends on where you stand.
Days inventory on hand, also known as a days of supply, along with inventory turns, is a measure of inventory investment. While turns may be one of the most basic measures of an organization’s “leanness,” days inventory on hand perhaps helps lean practitioners better visualize the magnitude of (excess) inventory and its impact on a value stream’s lead time. This is especially applicable when the notion of inventory extends beyond parts and finished goods to transactional (i.e., files, contracts, etc.) and healthcare (i.e., tests, reports, etc.) value streams.
Available time for changeovers per period (Ta∆), also called available time for (internal) set-ups, represents the time per a given period day, shift, week, etc. during which a machine, equipment, or resource (i.e., room) can be changed over from one product to another, prepared for a different medical procedure, cleaned for another customer, etc. Ta∆, is foundational to every part every interval (EPEI), changeover distribution, and kanban sizing calculations.
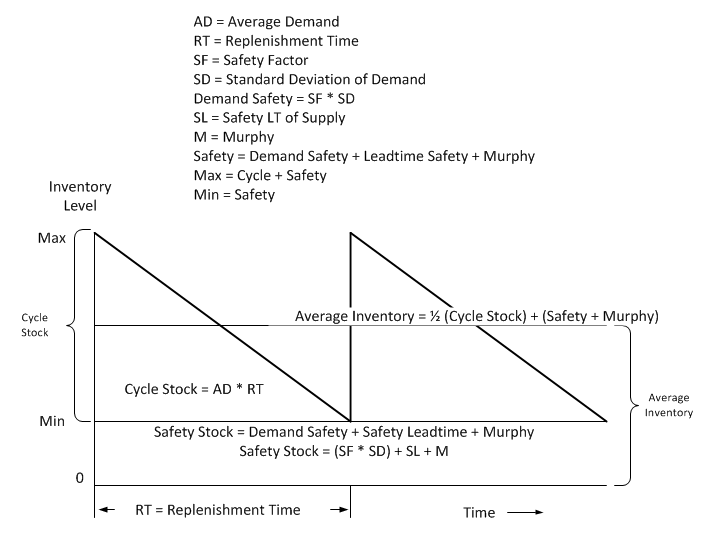 Inventory levels rise and fall as supply and demand ebb and flow. Inventory is at it's peak just as the next batch, kanban, or order arrives and then decreases as materials are consumed. This rise and fall is known as cycle
Inventory levels rise and fall as supply and demand ebb and flow. Inventory is at it's peak just as the next batch, kanban, or order arrives and then decreases as materials are consumed. This rise and fall is known as cycle
Triangle kanban, while one of three types of signal kanban, are unique in that there is only a single kanban per part number or stock keeping unit. Accordingly, kanban sizing math has nothing to do with determining the number of kanban - that’s obviously fixed.
Every part every interval (EPEI) is my favorite lean metric for high mix/low volume (HMLV) value streams and probably the least known. It’s especially helpful when changeovers are a significant portion of capacity as frequently is the case with machine-oriented operations.
Heijunka, also known as level-loading, production-leveling or production-smoothing, is a foundational element of the Toyota Production System. It facilitates system stability by addressing workload unevenness (mura) through the leveling of both volume and mix over time, see Figure 1. Heijunka also serves as a pacing mechanism for operations, often reflected in the use of heijunka, leveling, or schedule boxes, which are typically designed using pitch intervals, see separate pitch post.
The WIP-to-SWIP ratio is a simple comparison of a process, line or cell’s actual work-in-process count versus its standard work-in-process inventory (SWIP). Among other things, a process’ target condition reflects the consistent execution of standardized work, including SWIP maintenance (which is why it should be a leader standard work audit point). No SWIP maintenance, no standardized work adherence. Accordingly, the target WIP-to-SWIP ratio is 1.
Haruhiko 'Harry' Matsumura wrote a comment "Hi, Sirs, Regarding square root law of inventory, I prepared a useful kaizen proposal paper to give my clients to address stock reduction by means of location."
![]()