Every Part Every Interval, also known as EPEI or EPEx, represents the frequency that different parts are produced or services provided within a fixed repeating schedule. This fixed repeating schedule is often graphically portrayed, for training purposes and as a scheduling visual control, as a wheel, with the different products represented by alphas (A, B, C…) and the wheel indexed clockwise to follow the intended sequence.
EPEI is typically reflected in days or partial days and represents the time interval between successive complete wheel revolutions or runs. The lean practitioner seeks to make EPEI as small as possible (all the way down to shift, hour, or pitch) in order to reduce inventory and compress lead time. This can be accomplished by means of reducing changeover time, reducing the number of different parts (and thus the number of set-ups), reducing cycle times, and/or reducing the volume of products loaded on a particular machine. Obviously, an integral element of the EPEI calculation is available time for changeovers.
The EPEI concept is used to size, via the replenishment lead time variable, pattern production kanban and triangle kanban (using the product specific lot size method). Note that typically only pattern production kanban are replenished strictly within a fixed repeating sequence. Even within pattern production kanban systems the lot sizes produced will vary to accommodate the actual replenishment quantity needed.
Keep in mind that not all parts are necessarily created equal as the EPEI concept prescribes. For example, replenishment strategies may call for certain products to be made every day, while others made weekly, bi-weekly or monthly, based upon demand dynamics, inventory level considerations, shelf life, etc. That’s when we get into changeover distribution discussions (for another time).
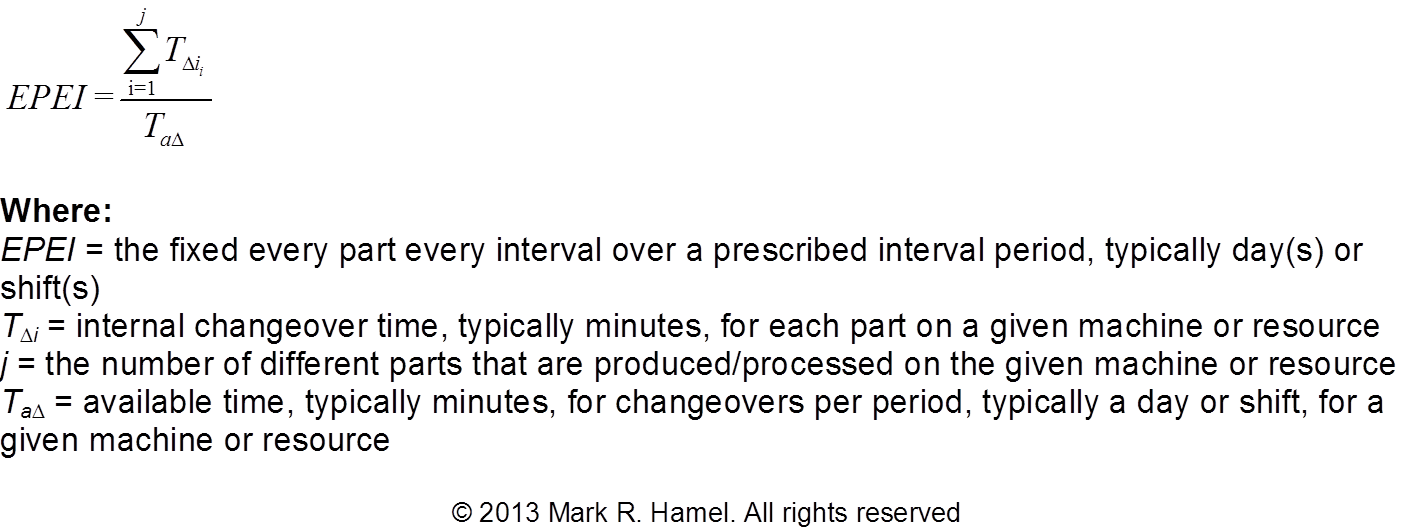
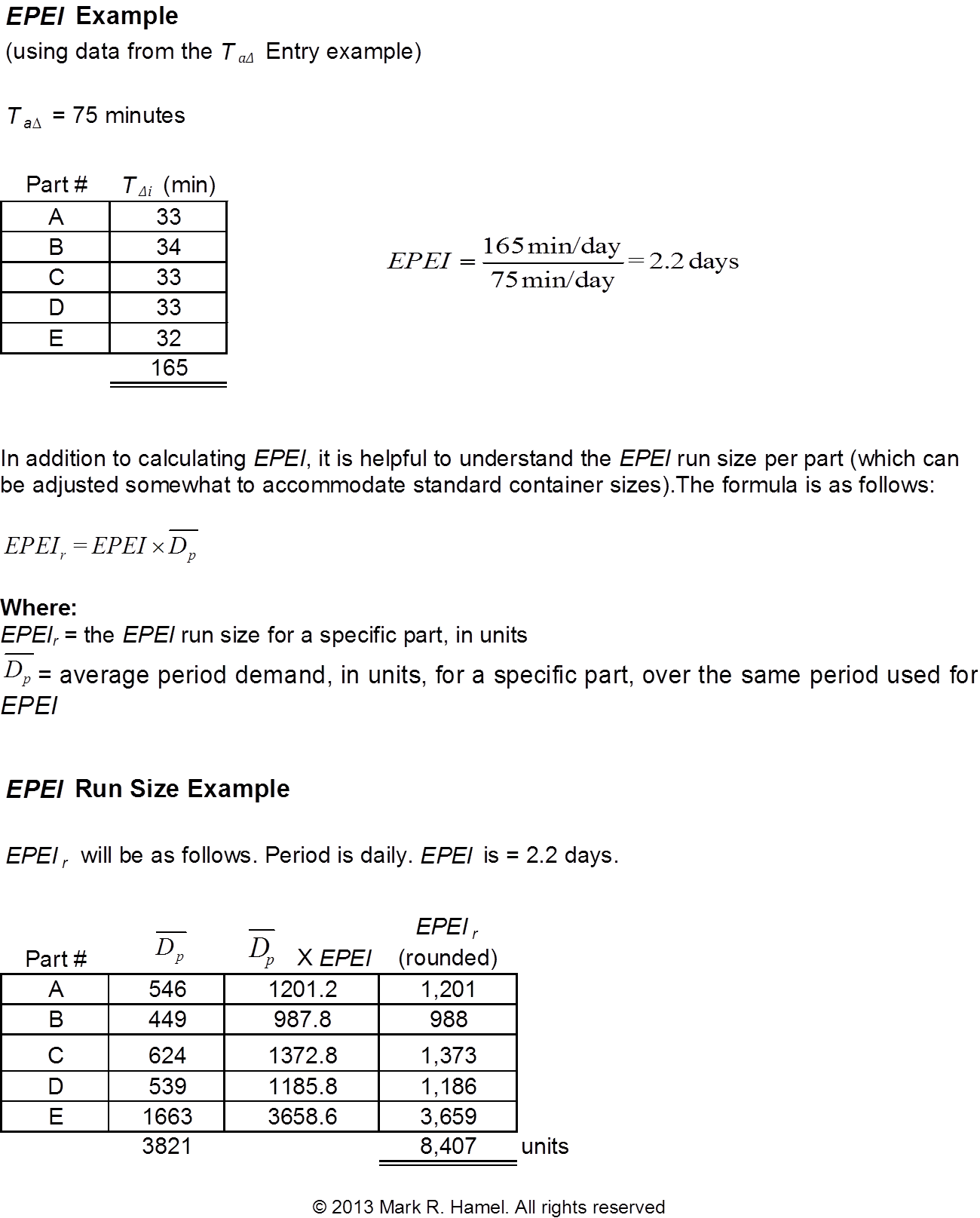
Some EPEI math follows:
 Related posts: Applied EPEI [guest post], Available Time for Changeovers
Related posts: Applied EPEI [guest post], Available Time for Changeovers