The time observation form, also known as a process study form, is a basic and often-used tool for lean practitioners. Note that here we are talking about the application of the continuous time observation method and not the work sampling method.
The form, in combination with a stop watch, serves multiple purposes, including:
- facilitating direct observation of processes (one form per operator),
- requiring the identification/recording of the smallest observable component tasks and separation of operator and machine time,
- recording component task times (which may sometimes be grouped, if appropriate),
- encouraging observation of multiple cycles to better determine the lowest repeatable cycle times,
- highlighting cycle time variation (with same and different operators) and providing insight into the reasons for variation,
- helping identify and note waste, and
- ultimately, facilitating the development of standard work
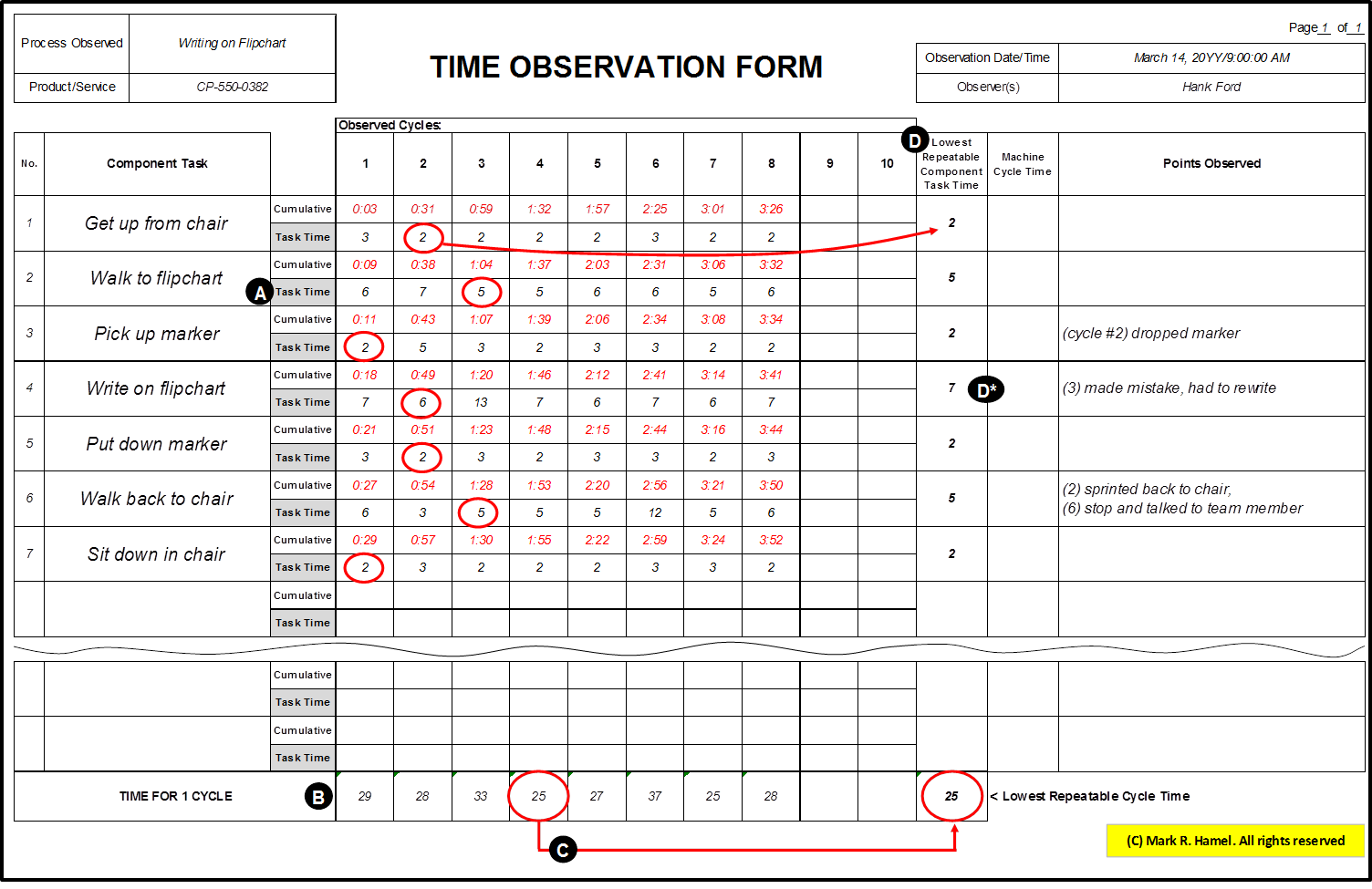
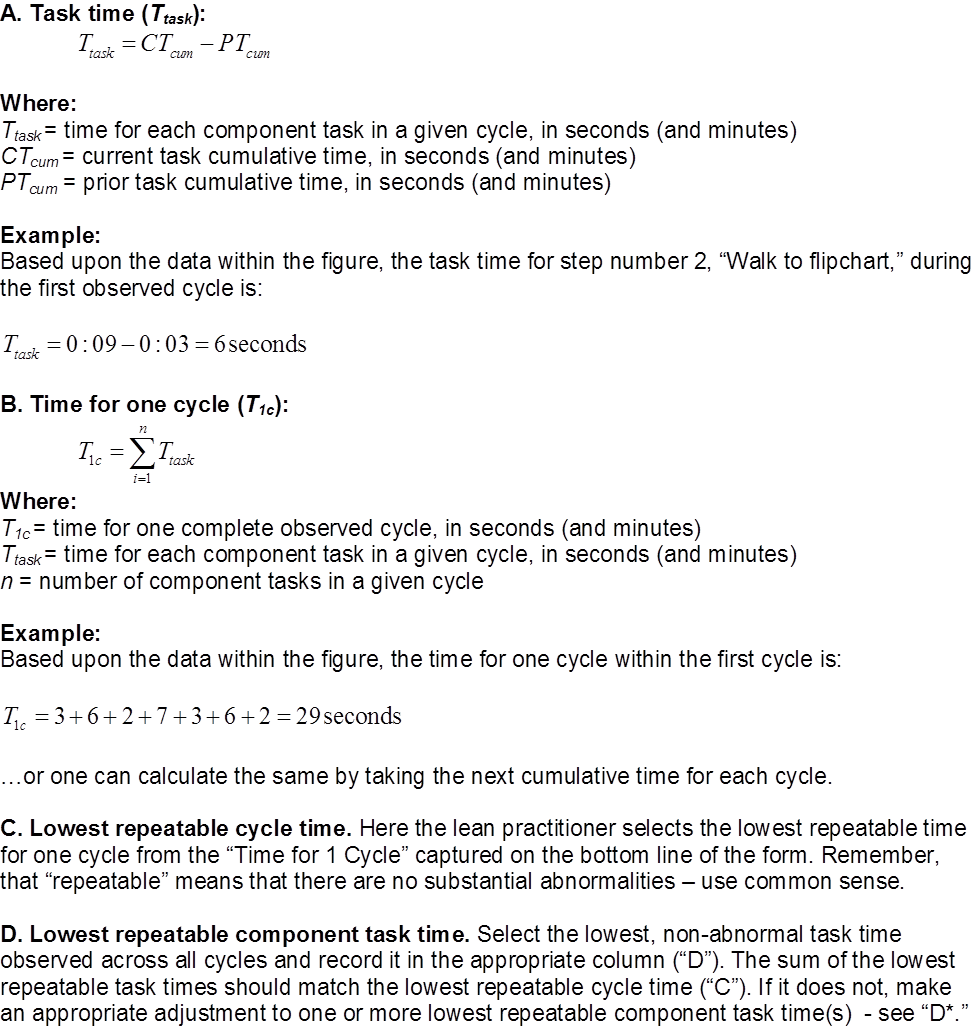
That said, the time observation form requires a little bit of math (and a lot of practice!), particularly if the form is consistent with that used within Toyota. The figure below reflects a traditional time observation form training example, along with some alpha “call-outs” by which the math is explained.
 Some things for the lean practitioner to consider:
Some things for the lean practitioner to consider:
- The intent of the time observation form typically includes determining the lowest repeatable cycle time and the supporting task times. However, if the lean practitioner is trying to characterize improvement potential he/she may select the shortest elemental times and then kaizen from there.
- Observe an experienced, qualified operator who is not the fastest or slowest. If at all possible, observe multiple operators to gain more insight into cycle time, component tasks, sequence, and opportunity.
- Some people derive component task times by taking the average of the cycles observed. This can be very dangerous in that significant cycle time variations may “pollute” the numbers and thus impair kaizen insight and/or yield insufficient standard work.
- Avoid including out-of-cycle work (i.e., cleaning off a work surface every 30 minutes or every 100 or so parts, occasionally retrieving raw materials for line-side work) as component tasks...unless of course the observation target is the non-cyclical work.
Related posts: The Cycle Time Family, Time