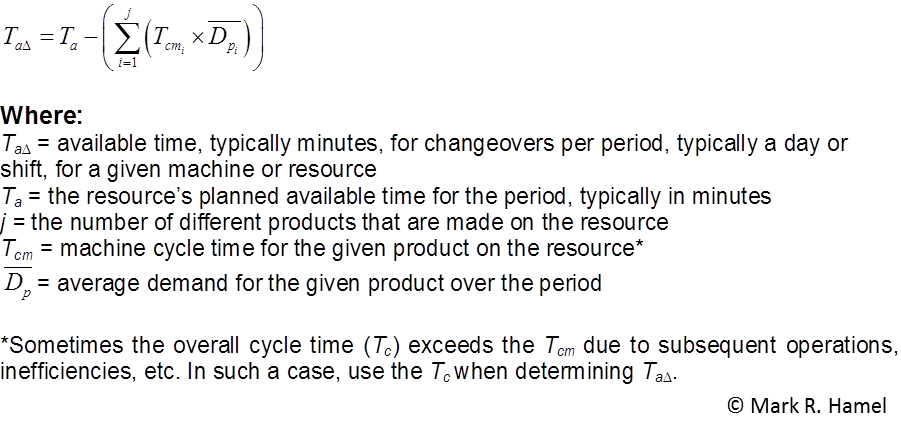
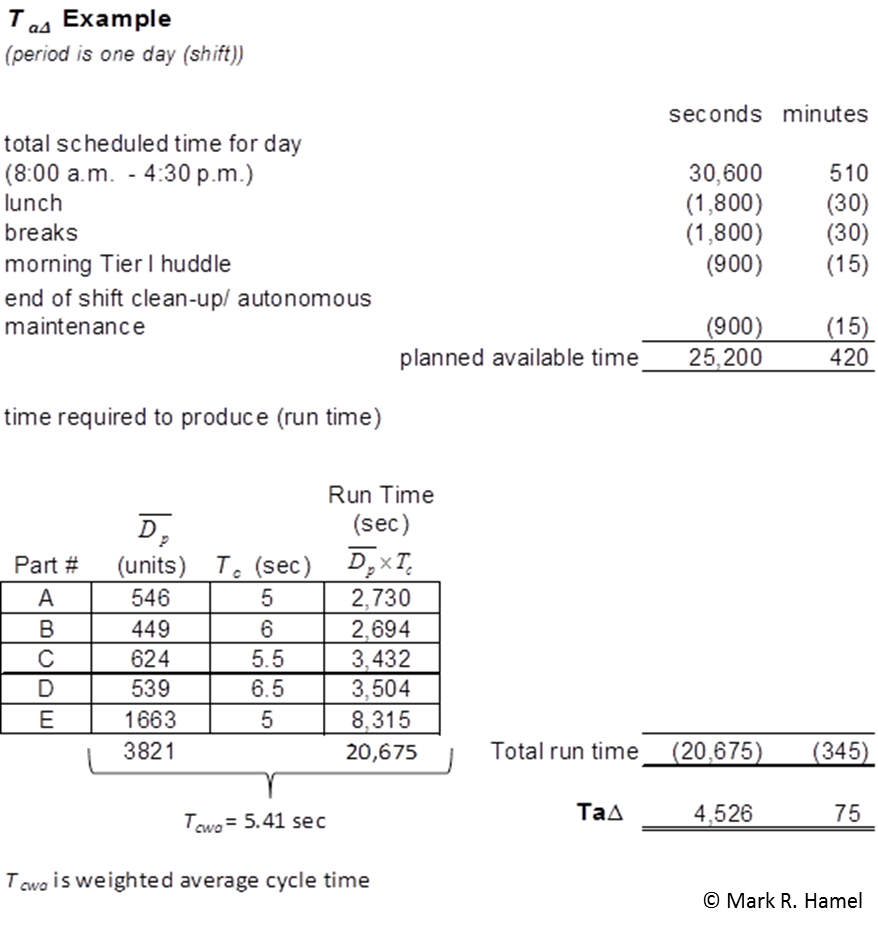
Available time for changeovers per period (Ta∆), also called available time for (internal) set-ups, represents the time per a given period day, shift, week, etc. during which a machine, equipment, or resource (i.e., room) can be changed over from one product to another, prepared for a different medical procedure, cleaned for another customer, etc. Ta∆, is foundational to every part every interval (EPEI), changeover distribution, and kanban sizing calculations.
One principal lean objective is to continuously shrink changeover times using set-up reduction strategies. Here, we are primarily concerned with internal set-up (the time during the set-up when a given resource is not available to produce or service the customer). This is also synonymous with “changeover time” – the time elapsed between the last part from the prior run and the first good part immediately following the changeover), unless external set-ups (the activity that is conducted before and/or after the internal) from one changeover “crashes” into another or there are insufficient human resources to execute the external such that it then becomes internal. The smaller the internal changeover, the higher the potential changeover frequency, the smaller the batch size, the shorter the lead time, etc.
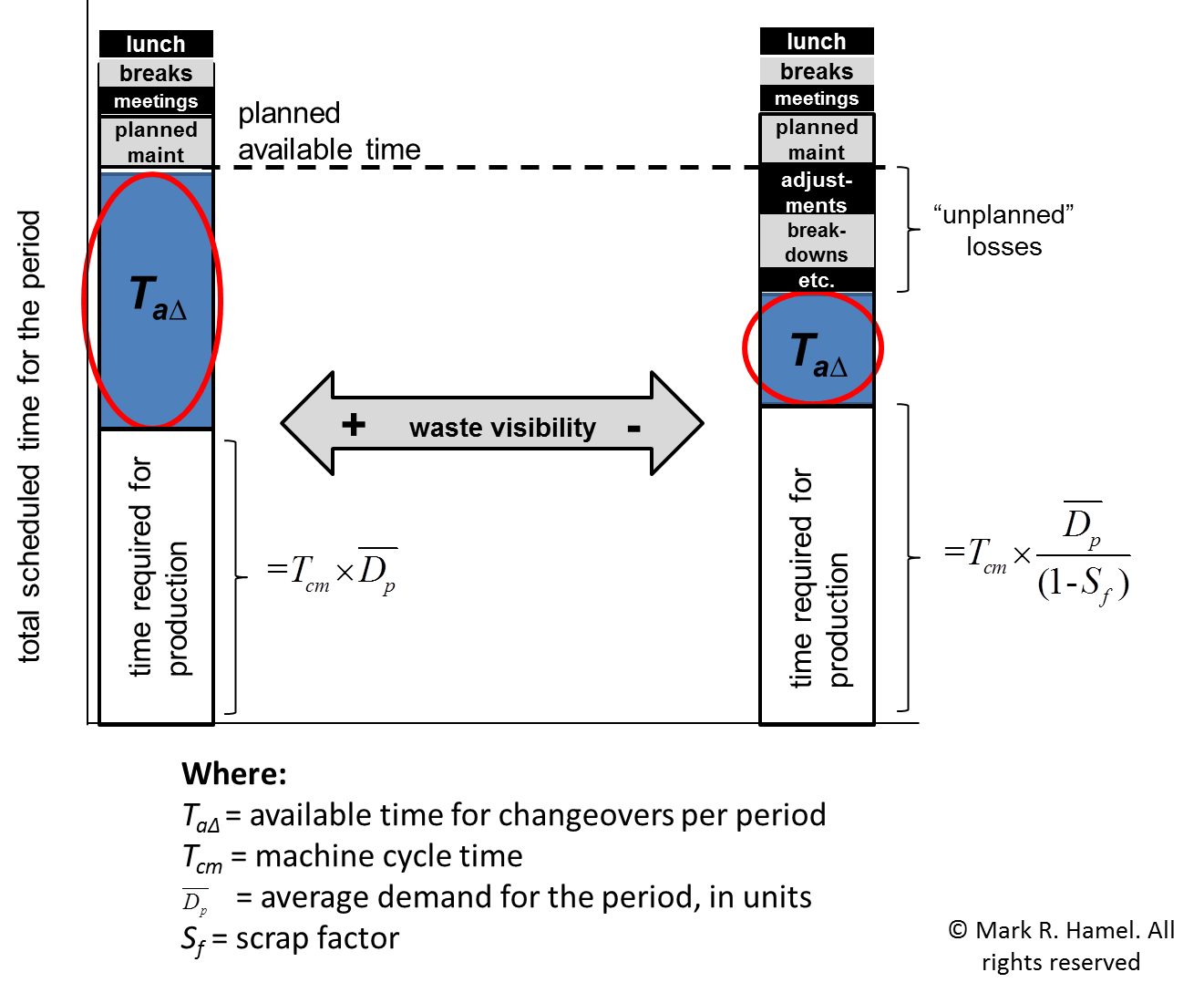 While Ta∆ can be exploited with shorter changeover times, Ta∆ can be expanded often by attacking the elements that consume the balance of available time within a day or shift. For example, the targeted resource can be used or run during breaks, lunches, etc. and/or those planned unavailable times can be modified. Also, for example, unplanned time losses can be countered through the application of total productive maintenance (TPM), and yields can be improved through mistake proofing, etc. Additionally, cycle times can be reduced through machine kaizen.
While Ta∆ can be exploited with shorter changeover times, Ta∆ can be expanded often by attacking the elements that consume the balance of available time within a day or shift. For example, the targeted resource can be used or run during breaks, lunches, etc. and/or those planned unavailable times can be modified. Also, for example, unplanned time losses can be countered through the application of total productive maintenance (TPM), and yields can be improved through mistake proofing, etc. Additionally, cycle times can be reduced through machine kaizen.
The following conceptual discussion about the “purist view” versus the “rationalist view” is useful.
Purist view. The lean purist’s perspective is that the time incurred for “unplanned” losses (such as machine breakdowns, adjustments and idling) should not be excluded from Ta∆. In other words, the calculated takt time (Tt) should presume these losses are less than minimal. It is also presumed that scrap is negligible.
If/when a process cannot repeatedly and regularly satisfy customer requirements, then the losses, if they are indeed the root causes of missed Tt, will be appropriately highlighted and aggressively addressed through kaizen. As previously mentioned, losses are often reduced through the application of set-up reduction, TPM, variation reduction kaizen, etc.
Losses that go beyond very minor unplanned interruptions, such as reduced speeds, changeovers and adjustments, tool changes, IT system crashes, phone outages, rework, and equipment breakdowns, can tend to be “hidden” when Ta∆ is reduced for such items. The same notion applies when Ta∆ is reduced to accommodate increased production quantities to offset yield losses.
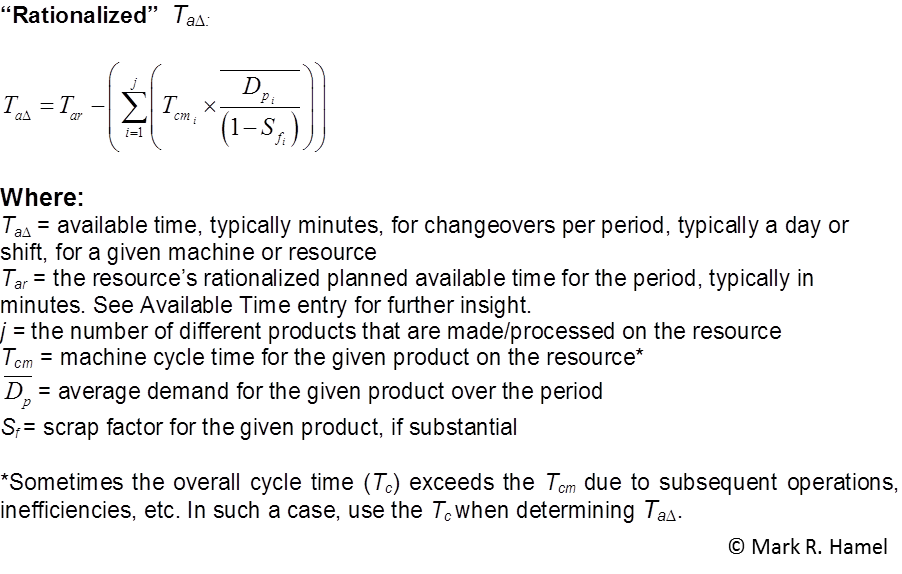
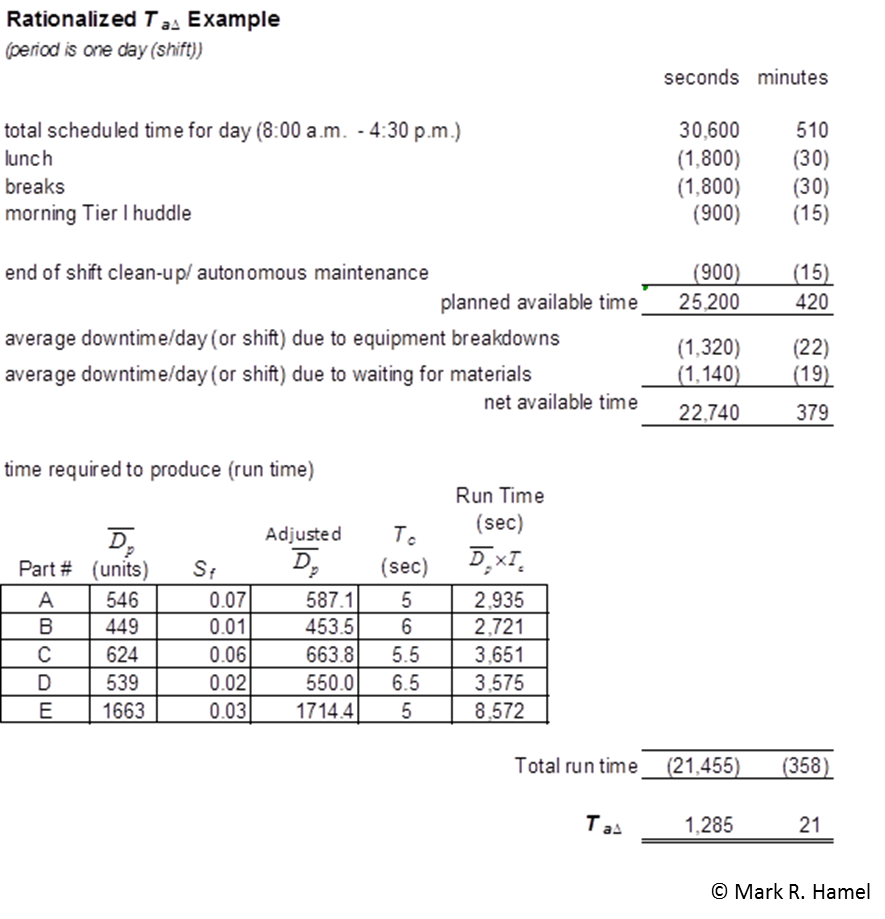
A reduced Ta∆,let’s call it “Rationalized Ta∆,”accommodates less frequent changeovers and recognizes the waste of stoppage and yield losses, while allowing the build-up of inventory or queues. In the end, the process may satisfy its quota, but it will be done with hidden waste and unevenness, and sometimes, very public and painful overburden. We know that “hidden” is the antithesis of lean; essentially accommodating the waste and obscuring it…and allowing it to live on.
 Rationalist’s view. Lean is all about taking care of the customer. Ultimately, the lean practitioner must defer to common sense in the pursuit of taking care of the customer. Accordingly, it may be prudent to temporarily rationalize Ta∆ to reflect the impact of unplanned losses, including yield losses (and facilitate the satisfaction of the customer requirements). Purists for the most part can grudgingly accept this accommodation IF the situation is plainly acknowledged (i.e., not “hidden”) AND leadership actively and effectively pursues the root causes of the losses.
Rationalist’s view. Lean is all about taking care of the customer. Ultimately, the lean practitioner must defer to common sense in the pursuit of taking care of the customer. Accordingly, it may be prudent to temporarily rationalize Ta∆ to reflect the impact of unplanned losses, including yield losses (and facilitate the satisfaction of the customer requirements). Purists for the most part can grudgingly accept this accommodation IF the situation is plainly acknowledged (i.e., not “hidden”) AND leadership actively and effectively pursues the root causes of the losses.
 Some considerations:
Some considerations:
- It is pragmatic to calculate Ta∆ using weekly, monthly or even quarterly data in order to “smooth out” variation in demand, unplanned downtime, adjustment losses, etc. However, the lean practitioner is obligated to understand the variation and address appropriately and understand the implications to EPEI, replenishment intervals, and kanban sizing calculations.
- If demand is dynamic, the available time calculation should be refreshed periodically.
- A (rule of thumb) Ta∆ target is approximately 10% of available time, although this will vary based upon the value stream characteristics.
Related posts: Available Time, Every Part Every Interval (EPEI), Applied EPEI [guest post]